

- HOME >
- 絞り加工 製品情報
絞りの加工 製品情報
絞り加工
新しい加工技術への挑戦のひとつとして、順送絞り加工に取り組んでいます。
これにより、従来のカーリング技術に加えて、強度の必要な物には絞り加工を選択できるなど、 お客様の開発設計の幅の広がりに対応できます。
責任をもって金型設計から一貫生産を行い、製品の精巧さ・寿命においてもトップレベルを保ち続けています。
これにより、従来のカーリング技術に加えて、強度の必要な物には絞り加工を選択できるなど、 お客様の開発設計の幅の広がりに対応できます。
責任をもって金型設計から一貫生産を行い、製品の精巧さ・寿命においてもトップレベルを保ち続けています。


絞り加工 製品事例
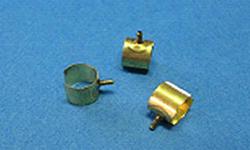
| 材質 | 板厚:C2680R-1/2H t:0.2 |
|---|---|
| 加工内容/精度 | 絞り部外径寸法 φ1.2 高さ3 カーリング部外径φ7 |
| 金型製作上のポイント | 細い絞り部を切れずに加工する工程設計 カーリング部の工程設計 |
| プレス加工上のポイント | 絞り先端穴あけのカス上がり対策 |
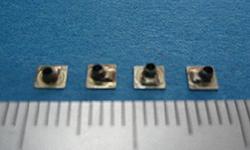
| 材質 | 板厚:C7521R-1/2H t:0.1 |
|---|---|
| 加工内容/精度 | 絞り部外径寸法 Φ1.4 製品外形 3.2X3.2 全高1.5 |
| 金型製作上のポイント | 絞り形状が異形のため工程設計に工夫が必要 |

| 名称 | 角ケース |
|---|---|
| 材質/板厚 | SPCE t0.3 |
| 金型製作上のポイント | 角絞りのため、角が切れやすいことへの対処 |
| プレス加工上のポイント | 加工油の選定。絞り高さの管理。 横からのカット工程の抜きカス排出の管理 |

| 材質/板厚 | SPCC t:0.5 |
|---|---|
| 加工内容/精度 | パンチング材の絞り。公差±0.1。 |
| 金型製作上のポイント | 角穴を後で抜くので、ダイ形状の工夫 |
| プレス加工上のポイント | 板厚のばらつきにより絞り部が切れる |

| 材質/板厚 | SUS304CSP-1/2H t:0.4 |
|---|---|
| 加工内容/精度 | 切り離し部のバリをどう抑えるか。公差±0.05 |
| 金型製作上のポイント | |
| プレス加工上のポイント | マッチング部が細いので送り時に製品が捩れる。 |

| 材質/板厚 | SUS304CSP-3/4H t:0.3 |
|---|---|
| 加工内容/精度 | 外径寸法 Φ8.8 全高4 |
| 金型製作上のポイント | 順送加工をするため、つなぎをどこに設けるかの工夫。 |
| プレス加工上のポイント | カットオフの後、金型上に製品がのこるので、それを排出するための工夫が必要。 |






